一、不执行螺纹加工的故障及处理
系统工作原理:数控车床螺纹加工的工作原理是主轴旋转与Z轴进给之间的插补。当执行螺纹加工指令时,系统得到主轴位置检测装置发出的一转信号后开始进行螺纹加工,根据主轴的位置反馈脉冲进行Z轴的插补控制,即主轴转一周,Z轴进给一个螺距或一个导程。

产生故障的原因:
(1)主轴编码器与系统之间的连接不良。
(2)主轴编码器的位置信号PA、*PA、PB、*PB不良或连接电缆断开。
(3)主轴编码器的一转信号PZ、*Z不良或连接电缆断开。
(4)系统或主轴放大器故障。
故障处理:
对于故障产生原因(1),可通过检查连接电缆接口及电缆的校线查到故障并修复。
对于故障产生原因(2),可通过系统显示装置上是否有主轴速度显示来判别,如查无主轴速度显示则为该类故障。
对于故障产生原因(3),可通过加工指令G99(每转进给加工)和G98(每分进给加工)切换来判别,如果G98进给切削正常而G99进给不执行,则为该类故障。如果以上故障都排除,则为系统本身故障,即系统存储板或主板故障。
二、螺纹加工出现螺距不稳故障及处理
系统工作原理:数控车床螺纹加工时,主轴旋转与Z轴进给时进行插补控制,即主轴转一周,Z轴进给一个螺距或一个导程。
产生故障原因如下。
(1)如果产生螺距误差是随机的:产生故障的可能原因是主轴编码器连接不良、主轴编码器内部太脏、Z轴位置编码器不良、Z轴电动机与Z轴连接松动。
(2)如果产生螺距误差是固定的:可能原因是主轴编码器与主轴连接的传动比设定错误或系统软件不良。
三、加工时出现“乱扣”的故障及处理
系统工作原理:一般的螺纹加工要经过几次切削才能完成,每次重复切削时,开始进刀的位置必须相同。为了保证重复切削不乱扣,数控系统在接收主轴编码器中的一转信号后才开始螺纹切削的计算。
产生故障原因及处理:当系统得到的一转信号不稳时,就会出现“乱扣”现象。产生故障的原因是主轴编码器的连接不良、主轴编码器的一转信号或信号电缆不良、主轴编码器内部有脏东西或编码器本身不良。如果以上故障排除后系统还乱扣,则需要检查系统或主轴放大器。
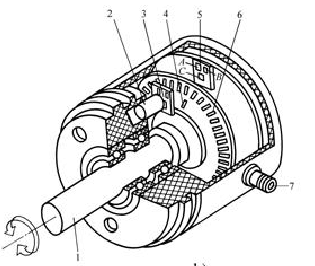
快速了解主轴编码器
主轴编码器应用于在数控车床车螺纹时,是利用其同步脉冲作为车刀进刀点和退刀点的控制信号,从而保证车削螺纹不会乱扣。它主要用于测量主轴的旋转速度,安装在主轴上来对元件进行检测。
主轴编码器的作用
主轴编码器采用与主轴同步的光电脉冲发生器,通过中间轴上的齿轮1:1地同步传动。数控车床主轴的转动与进给运动之间,没有机械方面的直接,为了加工螺纹,就要求给定进给伺服电动机的脉冲数与主轴的转速应有相对应的关系,主轴脉冲发生器起到了对主轴转动与进给运动的作用。
主轴编码器工作原理
一般伺服电机都有作为位置测量的内置编码器,用于监测电机转速,拆开内部为电子发射管。光束穿过位置尺中间小孔放回接收管,通过这样来确定位置。
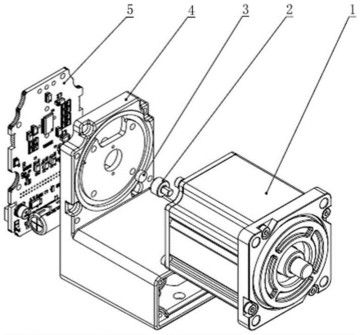
主轴编码器的安装
因为原车床没有安装主轴编码器,为寻找安装主轴编码器的位置,对该车床主轴结构分析发现,只有主轴后端才能安装编码器。由此有两种安装方法:一种是将大齿轮固定在皮带轮上,小齿轮与编码器固定在一起,安装在支座上。另一种方法是将编码器通过联轴器直接与主轴后端相联接,编码器支架安装在主轴后端防护盖上。
而第二种方法相对来说比较好。为保证编码器的安装可靠性、稳定性和安装精度,在主轴后端防护盖3与主轴之间用螺栓联接固定在一起,并采用两个定位销保证重复安装的进度。