如何解决伺服电机运动控制定位不准?伺服电机性能及工作方式介绍!
在使用伺服电机偏位问题是设备制造厂在设备装机调试以及设备使用过程中,经常会碰到各种问题,下面从以下几个常见的应用案例中,提炼整理出的偏位原因及对策,用以帮助设备厂家调试人员快速定位问题、采取各种适宜措施提高设备抗干扰性、为设备正确接地保证正常运行。

运行过程中不定期出现偏位,偏位具有偶然性,偏位多少不确定
①干扰原因导致电机偏位
原因分析:非周期性偏位大部分因为干扰导致,少部分因为运动控制卡发出的窄脉冲或者机械结构松动引起。
解决方式:如果干扰出现的比较频繁,则可以利用示波器监控脉冲频率确定干扰发生的时间进而确定干扰源,移除或者使脉冲信号远离干扰源能解决部分干扰。如果干扰出现的比较偶然,或者难以确定干扰源位置或电气柜已固定难以移动,则可以考虑采用以下措施来解决问题:
驱动器接地,
脉冲线更换双绞屏蔽线,
脉冲正负端并联103陶瓷电容滤波(脉冲频率小于54kHz),
脉冲信号套磁环,
驱动器和控制器电源前端增加滤波器。
②脉冲串出现窄脉冲
问题分析:客户运动控制卡发送脉冲串占空比较小或过大,出现窄脉冲,驱动器识别不了,导致偏位。
解决方式:查找控制器出现这种问题的原因,是脉冲接口问题,还是软件算法问题
③机械结构松动
问题分析:连轴器、同步轮、减速机等用顶丝固定或螺丝夹紧的连接件在快速冲击场合运行一段时间可能出现松动,导致偏位。用键和键槽配合固定的同步轮则注意键和键槽之间是否存在间隙,齿轮齿条结构则注意两者之间的配合间隙。
解决方式:关键部分、受力大的结构螺丝一定用弹垫、而且螺丝或顶丝宜涂覆螺丝胶。电机轴与联轴器尽量用键槽连接。
做往复运动,往前越偏越多(少)
①脉冲当量不对
原因分析:无论是同步轮结构还是齿轮齿条结构,都存在加工精度误差。运动控制卡(PLC)并没有设置准确的脉冲当量。例如上一批同步轮电机旋转一圈设备前进10mm,这批同步轮大一点电机转一圈前进了10.1mm,就会导致该批机器每次运行比以前的设备多走1%的距离。
解决方式:出机前用机器画一个尽可能大幅面的正方形,然后用尺去量实际尺寸,对比实际尺寸和控制卡设置尺寸之间的比例,然后将其加入控制卡运算,反复进行三次之后就会得到一个比较准确的值。
②脉冲指令的触发沿与方向指令的电平变换时序冲突
原因分析:驱动器要求上位机发出的脉冲指令的沿与方向指令电平变换有一定时序要求。而部分PLC或运动控制卡编程时没满足这种要求(或者其自身的规则不符合驱动器的要求),导致脉冲和方向时序并不能满足要求而偏位。
解决方式:控制卡(PLC)软件工程师将方向信号提前。或者驱动器应用技术人员更改脉冲沿计数方式。
运动过程中电机在固定点抖动,过该点后能正常运行,但少走一段距离
①机械装配问题
原因分析:机械结构在某个点阻力较大。由于机械安装的平行度、垂直度或设计不合理的原因导致设备在某个点阻力较大,步进电机的力矩变化规律是速度越快力矩越小,很容易在高速段卡死,速度降下来却能走过去。
解决方式:1、检查机械结构出现卡死的原因,是该处摩擦阻力大还是滑轨装得不平行等。2、步进电机力矩不够。由于终端客户出现提速或者加大负载的要求,导致原本能满足要求的电机在高速力矩不够,从而发生高速段堵转的现象。解决方法可以通过驱动器设置更大输出电流或者在驱动器允许电压范围内提高供电电压,或更换更大转矩的伺服电机。
电机往复运动来回均没走到位且偏移量固定
①皮带间隙
原因分析:皮带与同步轮之间存在反向间隙导致,往回走会存在一定量的空程。
解决方式:如运动控制卡具有皮带反向间隙补偿功能,可利用之;或者绷紧皮带。
切绘轨迹不重合
①惯量过大
原因分析:平板切绘机喷墨过程由光栅控制,扫描式运动,切割时走插补运动,两者轨迹不重合是因为,类似设备X轴小车惯量较小且由光栅定位,喷绘位置准确,而Y轴龙门结构惯量较大,电机响应性差,插补运动时Y轴跟随性不好导致轨迹部分偏位。
解决方式:增加Y轴减速比,使用陷波功能提高伺服驱动器刚性以解决该问题。
刀和喷头重合度没调好可能原因:XY轴平台两轴不垂直
原因分析:因为切绘机刀和喷头都装在X轴小车上但是两者有坐标差,切绘机上位机软件能调整这个坐标差做到刀和喷头轨迹重合,如果没调好,切绘轨迹会整体分离。
解决方式:修改刀和喷头位置补偿参数。
画圆成椭圆
①XY轴平台两轴不垂直
原因分析:伺服电机XY轴结构,图形偏位例如画圆成椭圆,正方形偏位成平行四边形。龙门结构X轴与Y轴不垂直时会导致该问题。
解决方式:调节龙门架X轴与Y轴垂直度可以解决该问题。
非规律性偏位现象、原因及解决方法
伺服电机性能与工作方式
其实伺服电机严格来说是一个电机系统,单独的一台电机并不能称为伺服电机,电机与传感器、控制器共同组成的系统,伺服电机具有自整定功能,可对刚性低的装置进行自动适当调整,满足绝大部分应用场合;关键零件设计寿命长达10年间,保障设备顺畅运行;产品型号从最小50W到最大3000W,满足各种需求; 是能够完成比较精准的位置、速度或力矩输出的。
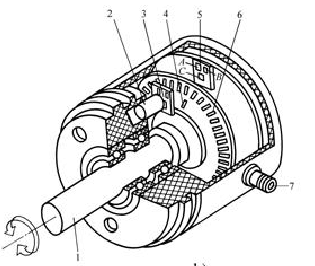
一、伺服电机性能
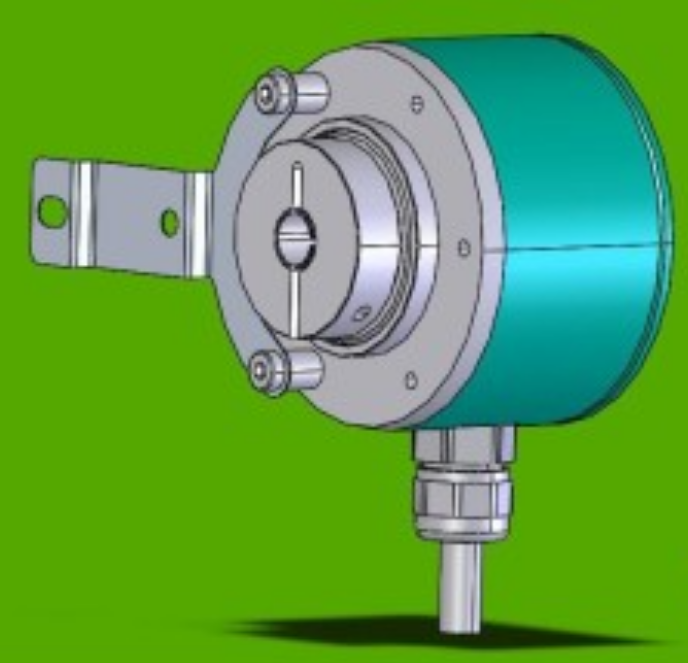
1.控制精度:精度取决于其自带的光电编码器,编码器的刻度越多,精度就越高,伺服电机控制精度非常高,适用于高精度控制。
2.低频特性:运转非常平稳,即使在低速时也不会出现振动现象;
3.矩频特性:在额定转速内为恒力矩输出,在额定转速上为恒功率输出;
4.过载能力:有较强的过载能力;
5.运行性能:交流伺服驱动系统为闭环控制,驱动器可直接对电机编码器反馈信号进行采样,内部构成位置环和速度环,一般不会出现步进电机的丢步或过冲的现象,控制性能更为可靠;
6.速度响应性能:交流伺服系统的加速性能较好,通常情况下只要几毫秒,可用于要求快速启停的控制场合。
二、伺服电机工作方式:
通过PLC这个“开关”来控制伺服控制器的启动和停止,伺服控制器起动或停止就是启动停止伺服电机,伺服控制器比变频器的控制精度还高。
伺服电机一般是用在要求控制精度高的场合(如:速度控制、位置控制、转矩控制)。伺服电机自带光电编码器。转子转动带动光电编码器的码盘,转子转的圈数直接影响编码器发送给控制器的脉冲数,脉冲让伺服旋转,DO输出决定伺服方向。脉冲方向控制伺服的方向,正向脉冲伺服正转,反向脉冲伺服反转,所以伺服电机组合伺服控制器,才能真正实现它的精度控制。
如果使用模拟量控制伺服,可以使用正负模拟量进行正反转的控制。
如果使用通讯控制,那么直接发指令。程序上,可以直接输入位置JOG命令令其正、反转。