行业内的人都知道铣削都是用硬质合金铣刀,也就是钨钢铣刀。钨钢铣刀转速多少合适取决于被削材质,不同材质的钢材(预硬钢、淬硬钢、碳素钢、合金钢、调质钢、热处理钢)铣刀进给速度是不一样的,因此如果要问钨钢铣刀适合多少转?还要看钨钢铣刀转速进给的具体参数表。
一般数控加工中心可以采用切深0.5毫米,转速用30转/分,如果是三刃铣刀,进给1 毫米/分。这是个经验数据,开始切削时可以减小点,如70、80毫米/分,逐渐加大,有经验的话可以听声音,原则是机床不震动即可。震动会促使刀具损坏,机床也会受损。所以说这也是需要慢积累经验的。
钢球形铣刀转速进给表
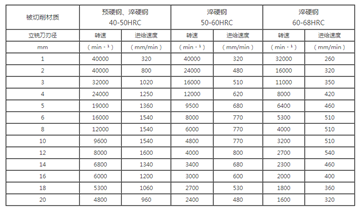
钨钢立铣刀转速进给表

注意事项:
1、初次使用本刀具时,进给速度依上述数据之50%试切削,切削状况稳定后再将进给速度逐一调升。
2、请采用高精度高刚性与动态平衡较佳之夹头组,刀具之偏摆精度超过0.01mm时,请改善后再切削。
3、刀具伸出夹头之长度越短越好,刀具之伸出量若伸出较长时,请自行调降转速,进给速度或切削量。
4、在切削中如果发生异常之震动声音时,请逐一调降主轴转速,进给速度或切削量至情况改善为止。
5、如果必须使用立铣刀进行Z轴方向直接进刀(立銑)时,主轴转速不变但请将上述进给速度以25%使用。
6、钢料之冷却以喷雾式或喷气式为最佳选用方式,不锈钢,钛合金与耐热合金建议采用不水溶性切削液。
7、机床与工件安装刚性较差的情况下,会产生振动和异常声音,此时应将转速与进给速度同比降低。
以上是关于钨钢铣刀转速的相关内容,在使用钨钢铣刀过程中,新刀具和旧刀具使用的转速也是有差异的,毕竟新刀刃口比较平,建议少点,用于精加工比较好,如果是粗加工,刀具切削刃磨过,可以多点下刀量。以上内容希望对读者有帮助。